












基于 EtherCAT 和 PC 的控制技术驱动新一代激光切割机性能飞跃
Cincinnati Incorporated(CI)作为金属加工设备领域的先驱,迄今已有 125 年历史,数十年来一直为全球市场提供经久耐用的加工设备。公司之所以能够持续取得这样的成就,核心根源在于其从硬件到软件的全方位自主研发实力。然而,深入研发专有控制技术不仅面临着巨大的成本压力,而且在技术支持方面也是挑战重重。CI 公司的工程师指出,自转向使用基于 PC 的控制技术后,开发工作遇到的唯一瓶颈来自于物理层面上的限制。
总部位于俄亥俄州哈里森的 Cincinnati Inc. 一直走在金属加工技术的前沿。凭借其可靠且高性能的折弯、剪切、激光切割等设备,该公司已然成为美国设备制造领域中的标志性品牌。据新业务机械销售业务部负责人 Matt Garbarino 介绍,在 Cincinnati Inc.,“掌控一切(Own It)”理念指引着从产品开发、销售到长期服务和技术支持的每一个环节。“我们几十年前生产的设备至今仍在使用,并且在很多情况下,这些设备仍然能够获得我们的技术支持。”Garbarino 自豪地说道,“我们仍在为 20 世纪 40 年代的设备生产备件,确保它们继续运行无虞。当然,为新旧设备提供支持本身也是一项具有挑战性的任务。”
 CLX 激光切割机可以实现可靠、高精度和高吞吐量的数控金属加工,这对于合同制造商而言,是确保生产线持续以最大产能高效运行的关键所在。
CLX 激光切割机可以实现可靠、高精度和高吞吐量的数控金属加工,这对于合同制造商而言,是确保生产线持续以最大产能高效运行的关键所在。
日益增长的创新压力
拥有 CLX 光纤激光系统后,CI 面临的挑战远不止于单纯设计下一代激光切割机那么简单。最重要的一点是,CI 客户群中有约三分之一为 OEM,而另外三分之二则为加工车间,对于他们来说,CLX 必须快速、直观且可靠。对于激光切割系统而言,任何停机都是不可容忍的,因为它会引发多米诺骨牌式的连锁反应,瞬间波及整个生产设施。“一旦激光器停机,我们就不得不安排压力制动器的操作员先行离开,而数小时后,焊接工人也不得不面临停工回家的局面。”Cincinnati Inc 产品经理 Troy Wilson 说道。
“早在上世纪 80 至 90 年代,我们就已成为美国首批激光切割机制造商之一,并在激烈的市场竞争中脱颖而出,占据市场领先地位。但在那个时代,无论是增加新功能、删除现有功能,还是对工作模式进行革新,通常都需要耗时近三年之久。而现在只需要 6 到 18 个月。”Wilson 说道。
如今,随着科技的飞速发展,设备的复杂性正以前所未有的速度增长。在金属加工领域,这一趋势尤为明显,工序之间需要频繁地增添先进的搬运系统,以高效送入材料并精准移除已完成的工件。然而,CI 公司之前的供应商提供的传统运动控制系统存在明显的局限性,不仅缺乏可扩展性,而且所采用的编程语言未能遵循 IEC 61131-3 标准。这不仅拖慢了开发速度,而且还限制了招聘新工程师时的选择范围,缩小了潜在的人才库。
此外,CI 的客户常常提出定制化改装设备的需求,旨在升级至功率更大的激光器或增加其它功能。不同于竞争对手直接推荐客户购买全新设备,CI 在满足客户提出的改装需求时,往往需要投入更多的人力与物力资源。因此,未来的平台必须能够高度灵活地连接和断开各种设备,同时能在软件层面实现参数的快速调整与修改。
永不止步的领先技术
CLX 光纤激光系统利用 C6030 超紧凑型工业 PC 控制整台 CNC 数控机床。这种可扩展的机床控制器具有强大的处理能力和灵活的接口选项。最为关键的是,它消除了以前存在的技术过时问题。倍福精心设计的基于 PC 的控制器和软件支持向后兼容,并能灵活适应未来的技术发展趋势。
“我们选择倍福的一个主要考量是,他们对于技术前瞻性的承诺,确保我们不必再担心控制器被淘汰的隐忧。倍福会主动为客户解决这一后顾之忧。”Matt Garbarino 强调道,“对于倍福而言,工业 PC 升级迭代只是产品开发过程中自然而然的一环。当我们自行设计并生产 CPU 时,一旦芯片及其它关键组件面临技术淘汰或过期,整个系统可能会因此陷入停滞不前的困境。拥有这样一家供应商,全权负责解决我们面临的所有难题,彻底改变了游戏规则。”
 倍福精心定制的双屏 CP3924 控制面板以其直观且充满现代感的操作界面,为用户带来了前所未有的操作体验。
倍福精心定制的双屏 CP3924 控制面板以其直观且充满现代感的操作界面,为用户带来了前所未有的操作体验。
现代编程标准的选择
作为一个通用的开发和 Runtime 平台,TwinCAT 3 自动化软件还确保了面向未来的可扩展性。得益于 TwinCAT 与 Microsoft Visual Studio® 的集成,工程师们能够使用最适合其应用需求的编程语言进行开发,包括面向对象的 IEC61131-3 标准语言和高级语言、自定义和预定义的功能块,以及计算机科学语言。相较于之前供应商所采用的专用脚本语言相比,这无疑是一次极大的进步。
TwinCAT Scope 软件示波器也为调试工作的顺利进行提供了助力。另一个优势是 TwinCAT 的开发环境是免费的,仅在使用 Runtime 时才需要授权。“在 TwinCAT 中创建原型系统无需支付任何费用,而且编码也很灵活,因此我可以经常将软件模块从一个程序复制并粘贴至另一个程序。”Cincinnati 公司的电气工程经理 Zackary Bischoff 说道。
借助 CLX 的用户界面设计,对设备运行期间的控制访问变得更加直观。操作人员和维护人员在排除故障或调整设备时,不必再花费大量时间翻阅过时的梯形逻辑。定制的 24 英寸安装臂安装式 CP3924 双屏控制面板完美融合了优雅设计与超大尺寸的视觉界面,其界面上精心印刻了 Cincinnati Inc. 的品牌标志。
EtherCAT 助力实现柔性自动化
倍福的 EtherCAT 工业以太网系统和伺服驱动技术进一步提升了系统整体性能与可扩展性。EtherCAT 不仅能够实现高速实时通信,还允许用户自由选择网络拓扑结构,一个网络就可以容纳多达 65,535 个节点。作为一项领先的开放式协议,EtherCAtT 极大地简化了与其它工业通信协议的连接。CI 还运用 TwinSAFE 在相同的非安全设备 I/O 网段中添加安全功能。
“我们广泛采用倍福生产的各种 EtherCAT I/O 模块。”Zackery Bischoff 强调道,“热连接能力,即在持续运行状态下连接或断开 EtherCAT 设备,非常强大,尤其是在我们的自动喷嘴更换器(ANC)上。在将机器人乃至冲床等重型设备集成至整条生产线时,EtherCAT 所提供的这种高度灵活性变得尤为关键。”
AX8000 多轴伺服系统以其紧凑而节省空间的设计,为工业领域带来了强大的运动控制解决方案。双通道驱动器具备同时为两个 AM8000 系列伺服电机独立供电的能力,而创新的 单电缆技术(OCT)更是极大地简化了接线工作,仅需一根电缆即可为电机提供动力和反馈信号。此外,倍福的伺服解决方案还以其卓越的高动态性能与高精度控制而著称。
“我们过去的设备曾受到控制硬件性能瓶颈和网络局限性的双重制约。然而,这一限制已成为过去式。”Troy Wilson 表示道,“当前的限制因素仅是物理极限。”
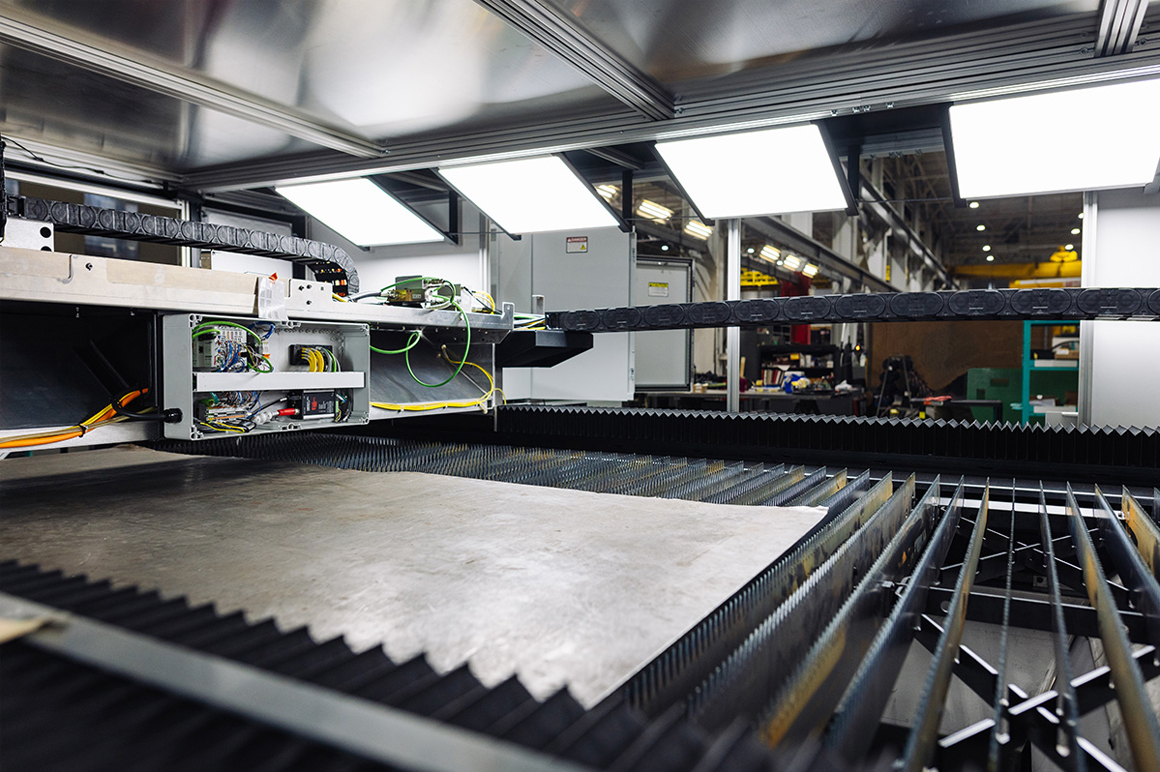 通过部署在分布式开关盒内的多个 EtherCAT 端子模块全面监测 CLX 光纤激光系统
通过部署在分布式开关盒内的多个 EtherCAT 端子模块全面监测 CLX 光纤激光系统
掌控一切(Own It)— 惠及未来
CLX 光纤激光系统已经取得了令人瞩目的辉煌成就,然而,CI 公司的工程团队并没有因此自满。第二代机器将于 2024 年底问世。
Cincinnati Inc. 公司利用基于 PC 的控制技术将设备数据传输至云端的固有能力直接融入其工业 4.0 战略规划中。CI 公司工程部副总监 Paul Frederick 表示,该公司的软件解决方案,尤其是基于云计算的设备监测解决方案,能够直接从所连接的 CLX 系统获取关键性能参数和诊断信息。工程师可以轻松远程登录,通过切割单元内的三个机器视觉相机实时查看作业现场的每一个细微变化,或使用 TwinCAT Scope 进行进一步的数据分析。
“在设计过程和性能评估阶段,我们发现管理倍福控制系统提供的数据访问变得前所未有的简便,因此我们能够更有效地优化系统性能。”Frederick 说道,“我们能够实时绘制机床的任意关键参数的图表。”
工程团队致力于通过全面采用倍福标准化方案,简化编程流程并提升技术支持效率。随着制造设备逐步向协同作业模式转型,摒弃以往自动化孤岛的运作方式,CI 公司工程总监 Les Rogers 认为模块化设计是实现这一转变的关键要素。“如今,我们已成功构建了一个高度模块化的平台,这一平台能够灵活部署于我们业务的各个层面,彻底摆脱了以往依赖内部垂直制造战略所设计的专用板卡的局限性。”他自豪地说道,“模块化设计还为现有设备提供了便捷高效的升级路径。我们已奠定了一个坚实的基础,可以在未来为所有客户提供更加全面、高效的支持与服务。”


 手机图页网
手机图页网



