















1。侧装磁翻板液位计的具体方法
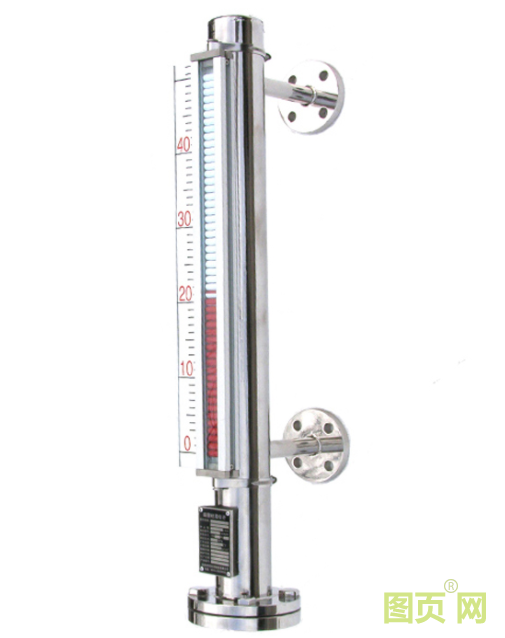
根据县级检验机构的压力容器检验工作,及时对侧装磁翻板液位计进行检验。40升侧装磁性翻板液位计的标准气体重量为40L&;时代;1.429g/L=57.16g,建筑面积约25*25cm,高度1.5m,总重55kg。40升侧装式磁性翻板液位计是医用标准侧装式磁性翻板液位计。在标准条件下,氧气密度为1.429 g/L,约30 ml氧气溶解在1 L水中。侧装磁翻板液位计工作介质为氧气,于2002年12月投入使用,比腐蚀裕量为3.0mm。因为在对侧安装的磁性翻板液位计进行维护期间,设备没有打开,设备没有隔热层1]侧装磁翻板液位计的检测应严格按照tsg21-2016《固定式压力容器安全技术监察规程》的要求进行。侧装磁翻板液位计的检查方案应结合实际情况制定,侧装磁翻板液位计应从宏观检查的角度准确测量壁厚,并对安全附件进行详细检查,准确发现表面缺陷和埋藏缺陷。在原检验的基础上增加材料检验,以检验密封紧固件和强度。组织试压和泄漏试验,详细分析侧装磁翻板液位计的缺陷
2侧装磁翻板液位计裂纹类型
侧装磁翻板液位计很容易裂纹。不同的裂纹类型对侧装磁翻板液位计的危害明显不同,处理方法也不同
2.1焊缝裂纹
焊缝裂纹主要是侧装磁翻板液位计在焊接过程中局部断裂造成的。焊接裂纹是侧装式磁翻板液位计最严重的问题,也是亟待解决的缺陷。焊接裂纹在焊接过程中,由于裂纹导致接头强度降低,导致侧装磁翻板液位计焊接区域应力集中反射,导致侧装磁翻板液位计无法承受工作压力而断裂。这样,侧面安装的磁性翻板液位计就报废了。如果处理不当,会造成各种安全事故。侧装磁翻板液位计的焊缝裂纹类型主要有星形裂纹、横向裂纹和纵向裂纹。如果从裂纹发生的本质分析,包括热裂纹和冷裂纹、分层撕裂裂纹、再热裂纹等
2.2热裂纹
热裂纹的发生威胁着侧装磁翻板液位计的正常运行和安全。热裂纹的分布主要是从焊缝的轴向位置到纵向,当然也包括横向裂纹。热裂纹处有明显的氧化,热裂纹表面无光泽。热裂纹的晶界主要沿纵向分布2
3侧装磁翻板液位计定期检查及缺陷处理
侧装磁翻板液位计定期检查,及时发现缺陷。具体检验如下:
表面缺陷检测采用Nb/t47013磁粉检测,方法为渗透检测。铁磁性材料对于侧装式磁翻板液位计的表面缺陷检测非常重要。磁性粒子被用来在表面铺瓷砖。一般选用黑色磁粉,并采用磁悬液喷涂。注意磁粉的数量。交流电磁轭表面可缺少10-25g/L。磁粉检测时,一般选用30/100标准试件。对侧装式磁翻板液位计表面进行磁粉检测时,发现侧装式磁翻板液位计表面有裂纹,裂纹趋势为纵向,其周围可见许多横向和纵向的线性缺陷。这些裂缝扩大了70%。环缝、纵缝检查未发现其他明显裂纹。虽然存在一些表面裂纹,但它们比以前的裂纹小得多3]纵向接缝包括几个延伸的表面裂纹。采用反射法检测侧装磁翻板液位计表面的裂纹和明显缺陷。该缺陷属于非惯性缺陷类型
根据相关规定,侧装磁翻板液位计表面裂纹必须及时处理。正常压力容器不允许有裂纹,管理部、维修部应对侧装磁翻板液位计裂纹及时制定处理方案。打磨裂纹表面,打磨长度为1-2mm。打磨至裂纹表面有焊渣,焊渣呈条状,再发现其他裂纹。磨削后,对裂纹严重部位进行金相处理。在金相组织处理过程中,首先需要进行金相分析。检查发现侧装磁翻板液位计全部裂纹,金相组织未严重损坏。虽然一些裂纹位于焊缝金属附近,但其断裂形式为穿晶裂纹,属于焊接延迟裂纹类型。因此,裂纹产生的原因主要是焊渣
仔细观察侧装磁翻板液位计的表面裂纹。结合金相结果和裂纹分析,发现侧装磁翻板液位计焊接时焊渣清理不到位,导致焊渣与侧装磁翻板液位计内应力相互排斥,导致侧面安装的磁性翻板液位计延迟开裂。在焊接过程中,接头将出现硬化结构,这将扩散氢。这样,焊接的拉应力和约束应力就会增加。一旦超过规定强度,焊接接头将出现裂纹。为了有效防止延迟裂纹的发生,必须采用碱性低焊条进行焊接,并在焊接前及时预热焊条,以防止焊接过程中氧含量在焊缝金属中扩散,影响最终焊接质量。焊接结构对裂纹的预防非常重要。选择合适的焊接结构,减少应力约束,通过焊后缓慢冷却,有效防止硬化组织的出现。惰性气体保护焊在氧气控制中起着重要作用,能有效防止侧装磁翻板液位计冷裂纹
侧装磁翻板液位计的检查和缺陷处理直接关系到侧装磁翻板液位计的使用安全。如果侧装磁翻板液位计中有点夹渣,则会产生应力集中,导致侧装磁翻板液位计出现裂纹。通过磁粉检测确定了侧装式磁翻板液位计表面的缺陷和热影响区,并结合薄壳理论确定了裂纹类型。裂纹应通过适当的焊接及时处理,并制定更详细的检查方案,以确保侧装磁翻板液位计的安全使用。



 手机图页网
手机图页网



