














煤化工水处理技术经济分析
我国能源总体状况是“富煤、贫油、少气”,煤炭占我国一次能源消费结构比例达到70%左右,远高于全球30%左右的平均水平。短期内,我国以煤炭为主的能源消费结构难以改变,丰富的煤炭资源为我国煤化工产业的发展提供了有力的条件。随着煤制油、煤制气、煤制烯烃等一批关键技术取得突破,我国煤化工正向石油替代产品为主的新型煤化工转变。
煤化工项目具有较大的耗水量和废水排放量,且我国煤化工项目主要位于内蒙古、山西、陕西、宁夏等西北水资源匮乏的地区,对水处理的要求较高。根据测算,水处理投资占煤化工总投资的比例一般在3%-8%,如果按照“十二五”规划期间新增产能来计算,2013-2016年新型煤化工总投资规模约7850-8300亿元,其中预计煤制天然气可形成总投资约2400-2700亿元,煤制烯烃可形成总投资约2400-2550亿元,煤制油可形成总投资约1800亿元,煤制乙二醇可形成投资约300亿元。按8300亿元的总投资规模及5%的水处理投资占比测算,预计水处理占煤化工领域的市场份额约为425亿元。
那么什么是水处理呢?
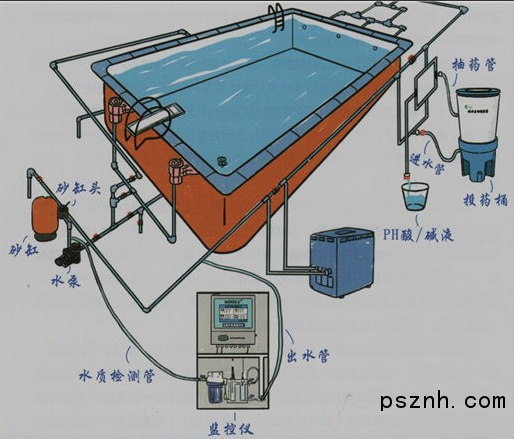
水处理,简单来说,是通过物理、化学和生物手段,调整水质,使水质达标,以满足生产和生活需要的全过程。从水处理的应用领域来看,主要分为工业水处理和生活用水处理。从水处理的业务环节来看,主要分为给水处理和废污水处理及回用。
近年来,随着我国水资源的日益紧缺和国家对于环境保护要求的日益提高,“工业水处理零排放”技术的应用日渐广泛。该技术的主要设计理念是将工业水处理中各个环节进行整合,在水处理的各个环节形成一个闭式循环体系,将生产过程中产生的废污水经过深度处理再次回用,以减少水资源的用量并最大限度的提高水资源的利用效率,达到“节水、减排”的目的。
工业零排放技术需要水处理企业能够提供个性化的设计方案,技术要求较高。零排放技术能够从根本上起到“节水、减排”的效果,是工业水处理未来的发展方向。
西北能源金三角的污水排放情况如何呢?
煤化工废水处理“近零排放”技术及应用现状
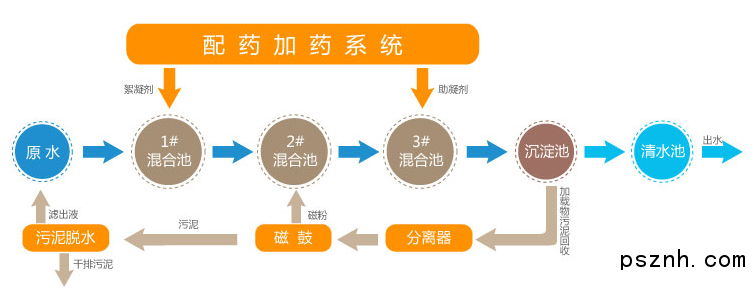
目前,对化工废水处理“近零排放”尚没有统一定义,可以将化工废水处理。“近零排放”定义为:所有离开厂区的水都是以湿气的形式或是固化在灰或渣中,或者仅有少量的高浓盐水排至厂外自然蒸发设施,不向地面水体排放任何形式的水。
经过多年化工行业专家的探索和实践,2013年鄂尔多斯神华煤制油项目、大唐多伦煤制烯烃项目均宣布打通了废水“近零排放”全流程,实现了大型煤化工项目废水“近零排放”。下面统计了我国目前主要煤化工项目废水“近零排放”技术应用情况。可以看出,对煤化工项目产生的废水进行分类收集、分质处理、分级回用已成为目前煤化工项目废水“近零排放”的趋势。
“近零排放”存在问题及建议
伴随国内外水处理技术及设备研发水平的进步,废水“近零排放”在技术上是可行的。在实践操作层面,由于工艺装置不稳定、实际操作运行经验匮乏等原因,达到废水“近零排放”的目标还存在一定困难,需要从技术、管理、经济及风险层面进一步优化。
技术层面
煤化工废水水质波动范围大
在煤气化过程中,煤质、物料平衡、反应温度、压力等的变化必然导致废水水量和水质变化,并直接影响废水的末端治理和回用。例如,碎煤加压气化废水COD波动范围一般在3倍以上;某煤直接液化项目COD波动范围甚至达10倍以上。
可采取的对策建议包括:
(1)增加调节池容积在调节池的停留时间不低于48h;
(2)对于碎煤加压气化废水,提高酚氨回收装置的回收率及稳定性;
(3)建设大容积的废水暂存池,一般不小于10~15d有机废水存储量;
(4)污水处理设置多个系列,多系列并联,设计互备系统。
气化废水处理难度大
碎煤加压气化废水含有大量的油类、酚、氨氮以及萘、蒽、吡啶等难降解有毒有害物质,且B/C<0.3,难以生物降解,是典型的有毒、难降解有机废水。
可采取的对策建议包括:
(1)重视预处理。在碎煤加压气化废水进入生化段之前,设置强化预处理措施,尽可能去除对生化系统有害的物质,为后段生化创造条件;强化预处理措施,避免废水波动对生化系统的直接影响。
(2)采用改进的生化处理工艺。主要包括两种类型,一种是以PACT、LAB为代表的通过投加活性炭或活性焦,利用其吸附作用为微生物的生长提供食物,加速有机物氧化分解能力;另一种是载体流动床生物膜法,通过在活性污泥池中投加特殊载体填料为微生物生长创造适合的环境,从而形成一定厚度的微生物膜层,提高降解效率。
(3)碎煤加压气化和水煤浆气化技术相结合。将碎煤加压气化废水作为水煤浆磨煤用水,但要重视制浆过程中的气味问题、Cl-对水煤浆气化设备的腐蚀问题及碎煤加压气化废水膜浓缩技术的可靠性问题。
回用过程膜产生有机污染
在污水回用过程中,进水都含有一定浓度的有机物,目前有机物的膜污染是废水“近零排放”应用中难以回避的问题。
可采取的对策建议包括:
(1)深度处理中增加高级氧化措施。
(2)活性炭/活性焦吸附。
(3)选用耐污染的反渗透膜,如碟管式膜片膜柱。
蒸发过程结垢造成腐蚀高浓盐水在较高的盐浓度下容易出现结垢,且盐污水呈强酸性或强碱性,温度高,含Cl-,容易造成金属设备及管道腐蚀。从目前三效蒸发结晶装置的运行情况来看,第Ⅱ、Ⅲ效蒸发器结垢问题突出,二次蒸汽泡沫大,导致设备传热阻力增加,蒸发器生产强度降低,单位蒸汽消耗量大。
可采取的对策建议包括:
(1)通过投加酸碱、晶种、阻垢剂等药剂,创造防结垢腐蚀的反应条件。
(2)在膜处理、蒸发浓缩之前,加入石灰或纯碱、烧碱进行“净化”,防止碳酸钙和硫酸钙结垢。
(3)有条件的地区可以建设自然蒸发设施。
自然蒸发设施尚无成功案例
目前国内在自然蒸发设施处理高浓盐水方面尚没有成功案例,主要原因包括对蒸发量估算太过乐观、对冬天结冰现象考虑不足、废水的无序排入导致自然蒸发设施变成污水库等。
可采取的对策建议包括:
(1)合理确定蒸发折减系数。即有效蒸发量=蒸发量×折减系数-降雨量,蒸发折减系数随盐水浓度的提高而减小,当浓盐水接近饱和及来水含油时,蒸发折减系数仅为0.1,根据经验,蒸发折减系数建议取值不大于0.6。
(2)科学确定自然蒸发设施面积。根据逐月蒸发、降雨数据计算有效>>在实践操作层面,由于工艺装置不稳定、实际运行经验匮乏等原因,达到废水“近零排放”的目标还存在一定困难,需要从技术、管理、经济及风险层面进一步优化。蒸发面积和废水储存池的容积,并按最小蒸发量和最大降雨量核算。
(3)设计中要注意浓盐水输送过程中的腐蚀和堵塞,防止因浓盐水具有较强的腐蚀能力,且饱和状态易析出晶体,造成管道堵塞。
(4)分级、分格设计自然蒸发设施,根据盐水浓度一般分为6~9级。
(5)采用辅助蒸发设施,如立体式自然蒸发设施,或使用增强雾化蒸发机。
(6)选择合适的建设区域。干燥指数低于5的区域不宜建设蒸发塘。



 手机图页网
手机图页网



