











【关键词】智能PID仪表;线缆挤出机、线缆设备
1、线缆挤出的原理过程
电线电缆的塑料绝缘和护套是采用连续挤压方式进行的,挤出设备一般是单螺杆挤塑机。塑料在挤出前,要事先检查塑料是否潮湿或有无其它杂物,然后把塑料预热后加入料斗内。在挤出过程中,装入料斗中的塑料借助重力或加料螺旋进入机筒中,在旋转螺杆的推力作用下,不断向前推进,从预热段开始逐渐的向均化段运动;同时,塑料受到螺杆的搅拌和挤压作用,并且在机筒的外热及塑料与设备之间的剪切摩擦的作用下转变为粘流态,在螺槽中形成连续均匀的料流。在工艺规定的温度作用下,塑料从固体状态转变为熔融状态的可塑物体,再经由螺杆的推动或搅拌,将完全塑化好的塑料推入机头;到达机头的料流,经模芯和模套间的环形间隙,从模套口挤出,挤包于导体或线芯周围,形成连续密实的绝缘层或护套层,然后经冷却和固化,制成电线电缆产品。
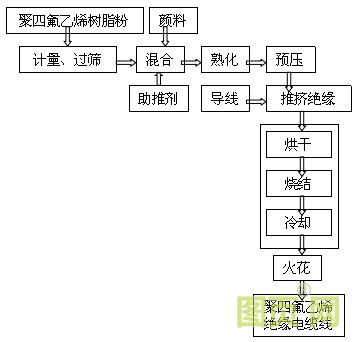
图1 线缆挤出的原理过程
2、宇电AI-526温控器具体应用
2.1客户介绍以及要求:东莞伟达隆机械有限公司是电线电缆行业知名老牌企业,从事专业电线电缆设备设计制造服务近二十五年, 是当地线缆设备的龙头企业之一。
线缆挤出机温度部分主要由料筒和机头两部分组成,每部分都由3-7个温区组成,并且每个温区的温度设定值可各不相同,这个使得挤出机的控制比一般的机械都来的更为复杂。各区间按照工艺要求所设定温度值的差异、螺杆旋转和物料摩擦产生的热量等这些因素都会给控制效果带来干扰,直接造成的影响就是温度很难控制精确,各个热区的温度波动较大,容易使得温度过冲或者温度不够,导致最终的产品不合格,无法达到验收标准。客户之前使用的欧姆龙E5EZ型温控器,控制效果一般,客户想要更进一步的提升设备控温准确性和稳定性,决定使用宇电AI-526温控器替代。
2.2实施方案以及应用分析:根据客户的要求,为客户选定的宇电仪表型号是AI-526EGL1S(V8.28),这个仪表型号具有的仪表功能如下,0.25级精度,双PID,加热制冷双输出,支持双通讯协议。基于此仪表功能,为客户设计了PLC配合仪表使用的方案,具体过程如下:系统启动时,进入加热状态,温度传感器(热电偶或者热电阻)检测到温度模拟量信号后发送给仪表,仪表读取温度,测量到的实测值与温度设定值进行比较得到偏差,根据AI-526内置的AI人工智能PID调节算法,求得相应的控制量去控制固态继电器,从而调节电加热器的加热功率。当温度达到设定值时停止加热,此时,PLC通过485通讯的方式获得信号,并利用该信号来控制系统的运行状态。由于螺杆旋转的剪切会产生摩擦产生的多余热量,为了避免温度过高使塑料分解、焦烧或定型困难,当温度过高时,AI-526温控器的制冷功能起作用,制冷端输出信号控制风冷系统启动,使温度下降到设定值。通过加热制冷双输出的配合控制,形成对于温度模拟量的闭环测量和控制,达到客户预想要的温度。整个系统中例如开关量的逻辑控制、顺序控制和压力、流量等其他模拟量信号的采集则交给PLC来完成。
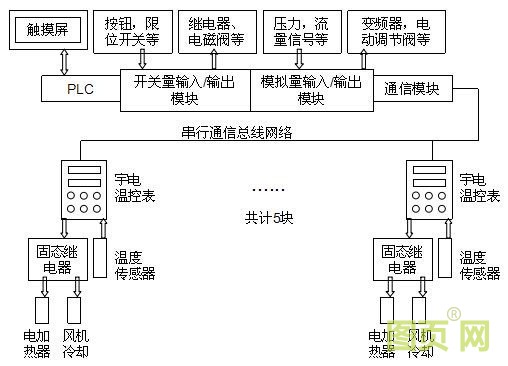
图2 挤出机控制系统的总体结构
2.3 使用效果
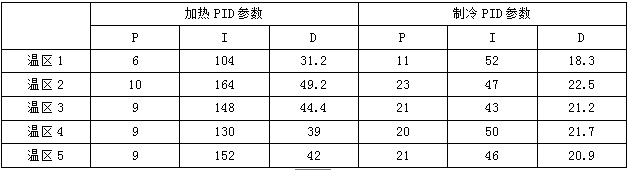
方案实施后,现场的技术人员在首次使用仪表前,做了自整定,但是实际的控制效果还是过冲5℃,没有达到客户预想的温度,原因是因为线缆挤出机各个温区之间的距离很近,容易造成相互之间的干扰,所以首次自整定的参数并不能很好的控制住。通过微调PID参数,P值加大,I值加大(每次调整值在5%-10%),微调几次后,温度最终稳定控制在偏差1℃左右,顺利达到客户预想的控制效果。
客户最终调整的五组PID参数如下(仅供参考):
3.总结
使用宇电的AI-526温控仪取代欧姆龙E5EZ温控器,进一步提升了线缆挤出机设备控温的准确性和稳定性,整个系统运行安全、可靠、稳定。客户实际使用起来,宇电的AI-526温控仪操作简易,功能全面,性价比和实用性都相比于原有仪表更具有竞争力。


 手机图页网
手机图页网



