

因炉体结构、玻璃品种、玻璃升温速度要求不同而需要采用一种为主或多种组合加热方法。
角窗玻璃加热:
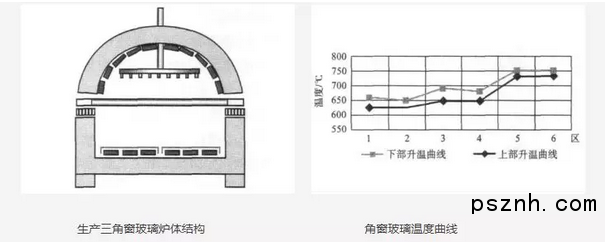
生产角窗玻璃的加热炉结构如图。炉体内上部、下部和侧面均设置电热丝,每组炉丝可独立调节温度,炉体分为三区,每区中间有隔断,能够单独控温保温,升温曲线如下图所示。炉腔的上部电热丝用不锈钢板覆盖,增加辐射传热的均匀性,玻璃上表面辐射加热,下表面胎框传热和辐射传热。因成型胎吸收部分热能,下部温度设定高于上部20-30℃。
侧窗玻璃加热:
生产侧窗玻璃的加热炉结构前后不同,该加热炉分10个区。炉体内上部、下部、侧面均设置电热丝,上部增加轴流风机强制对流加热玻璃,这种对流加热方式的主要目的是使玻璃均匀受热,同时减少陶瓷辊传输玻璃时产生的辊子印。各分区之间有隔断,每个分区独立设定、调节温度,升温曲线。因强制对流作用,炉上部的空气向下吹造成上部的热量流失,上部温度设定比正常高20℃。
生产侧玻璃炉体结构
后窗玻璃加热:
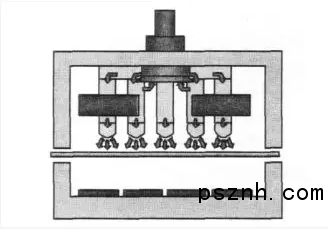
生产后窗玻璃的加热炉见图。炉体上部呈半圆拱形,上部电热丝按炉体形状设置,底部电热丝覆盖不锈钢板,由炉丝加热钢板,再由钢板产生热辐射加热玻璃,与炉丝直接加热相比,具有以下优点:①钢板表面积大,其辐射远比炉丝直接辐射加热玻璃更均匀;②钢板作为蓄能元件,里面储存了巨大的能量,可以源源不断地向玻璃提供其所需要的热量,保证炉温尽可能均匀、波动小;③加热效率高,储存热量大。该炉的1区、2区各安装2个强制对流器,加热方式为辐射加热加对流加热,对流器主要是使炉内的温度场更均匀,同侧窗对流加热直接作用于玻璃还有区别。如果采用的结构,不利于热空气的对流,因后窗面积较大,同侧窗玻璃一样采用辊道方式传输玻璃。
● 加热过程中快速达到玻璃钢化温度的注意事项
钢化温度对产品质量有重要的影响。钢化时温度不合适会对对钢化玻璃的质量产生一系列的影响,如玻璃碎块过大、玻璃弯曲、玻璃辊道痕、玻璃下表面白道、玻璃表面麻点、玻璃在冷却时的破碎等。如何使玻璃快速达到要求的温度,在加热的过程中我们要注意三个方面的问题。
● 避免电炉内某个区域的热量消耗超过加热效果
这就是要避免出现电炉的超负荷现象,这里所说的电炉超负荷不是指电炉里玻璃占有的面积,而是指玻璃厚度、加热温度与加热时间的关系,在正常的操作情况下,在电炉中央加热元件的加热区域内,总有玻璃在吸热,在电炉的这个区域内一直有玻璃存在,如果电炉内某个区域的热消耗超过加热效果,这个区域内的温度就开始下降,一直下降到温度平衡为止,所以电炉一旦出现超负荷现象,就会引起玻璃在冷却段的破碎。
● 厚度不同的汽车钢化玻璃要求的加热温度不同
要钢化的玻璃越薄,加热的温度就要越高,玻璃越厚,加热的温度就越低。操作人员要明白电炉温度与加热时间的相互关系以及电炉温度对厚薄不同的玻璃变化值,所以在钢化玻璃工艺方面,不能明确指出哪种温度设定好,温度的选择在很大在程度上决定于原片玻璃的质量和操作人员所调整的工艺参数。在实际生产中对加热温度的调整,主要通过对加热时间的调整来实现对加热温度的控制,加热时间的基本的计算方法每一名操作人员都应当掌握。基本的计算方法时每毫米厚度的玻璃约为40-50秒,如果玻璃上有钻孔、开洞、开槽,加热时间要在此的基础之上增加1.5%-2.5%。
推荐产品:
主要参数
★ 温度量程: 200 °C ~ 1500 °C
★ 光谱范围: 7.9 µm
★ 帧速率: 高达125 Hz
★ 尺寸: 46 mm x 56 mm x 90 mm
PI 450/640 G7 玻璃专用型的技术参数
检测器:(FPA,未冷却)
PI 450 G7: 25 µm x 25 µm
PI 640 G7: 17 μm x 17 μm
光学分辨率:
PI 450 G7: 382 x 288 像素
PI 640 G7: 640 x 480 像素
光谱范围: 7.9 µm
测量范围: 200 °C ~ 1,500 °C
瞄准距离: 0 °C ~ 250 °C
帧率:
PI 450 G7: 80 Hz/ 可切换到 27 Hz
PI 640 G7: 32 Hz / 125 Hz @ 640 x 120 像素
